Inhaltsverzeichnis
Beim Einbau von Gleitlagern gilt es einiges zu beachten.
Einbau von Sinterlagern
Einpressen
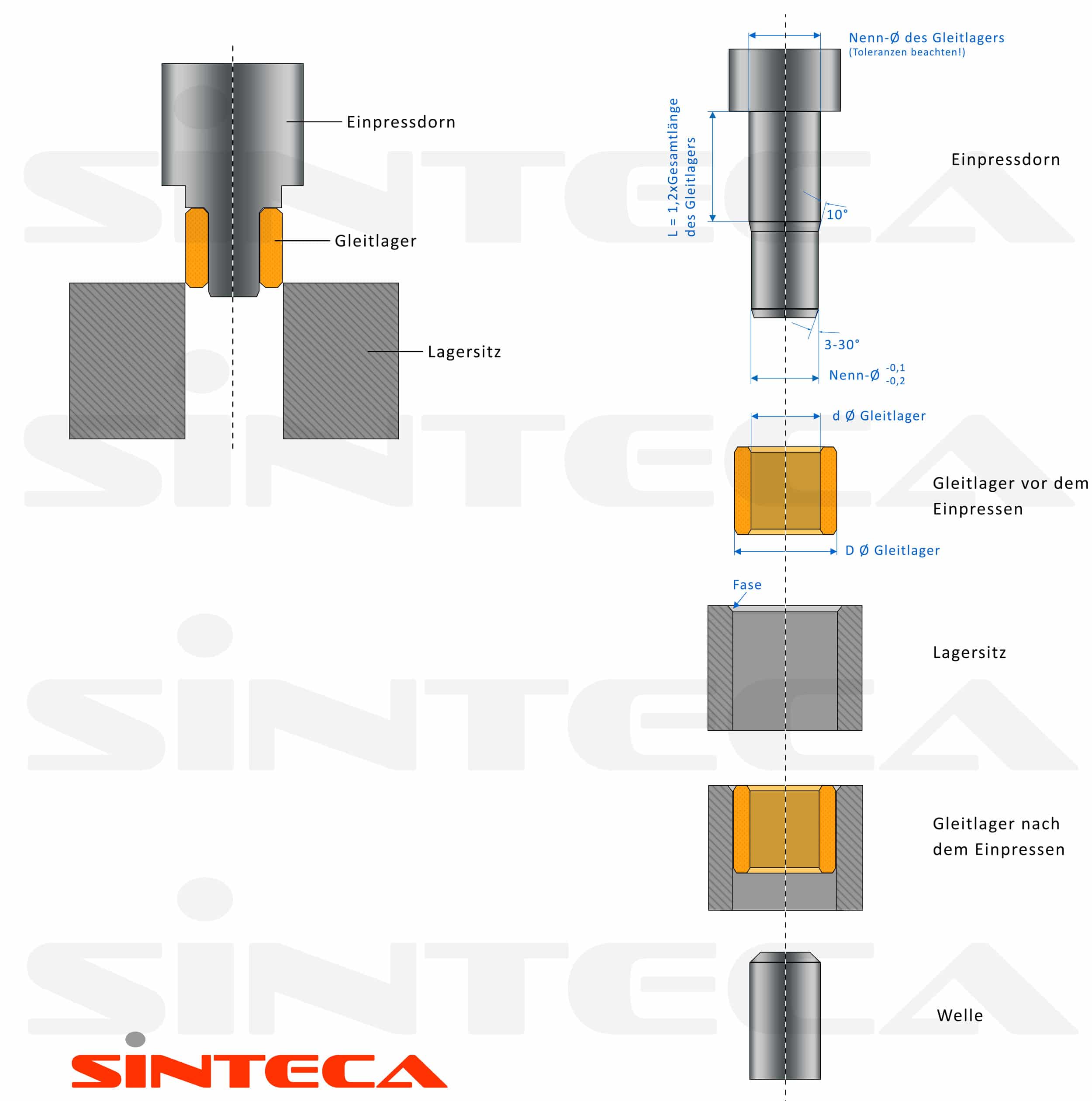
Bei Sinterbuchsen ist es wichtig, dass der Einbau mit größter Sorgfalt erfolgt, da die porösen Lager sehr leicht deformiert werden können.
Am besten wird das Lager mit Hilfe eines Einpressdorns eingepresst. Nicht einschlagen, da dies zu einer Deformierung des Lagers führt.
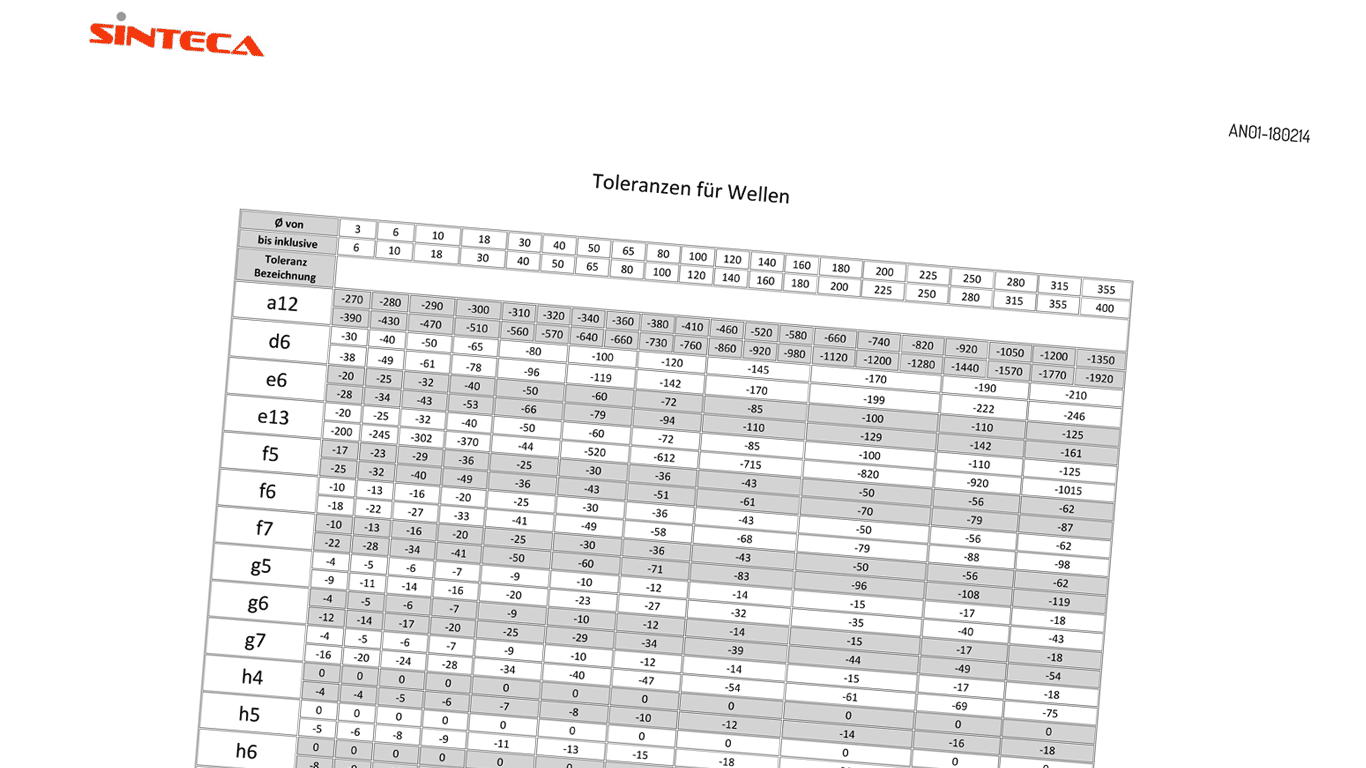
Erfolgt der Einbau ohne Dorn, so verändert sich die Bohrung mehr als die angegebenen Toleranzen., z.B.: Bei Sitz H7/r7 schrumpft die Bohrung um ca. 0,5-0,6 x Einpresszugabe. Ohne Dorn kann nur eingepresst werden, wenn die gewünschte Bohrungstoleranz über IT8 liegt.
Eingießen und Einspritzen
Selbstschmierende Sintergleitlager können mit gutem Resultat in Leitmetall- und Zinklegierungen eingegossen und in Kunststoff eingespritzt werden.
Die Lager sollten jedoch für diesen Arbeitsgang noch nicht mit Öl getränkt sein. Rillen und Verdrehsicherungen in der Oberfläche sind nicht nötig, da die Lager dank der Porosität genügend haften.
Ist ein Imprägnieren der Lager nach dem Eingießen nicht mehr möglich, so kann beim Einbau der Welle Öl oder Fett zugegeben werden. Die Gleitfläche kann nach dem Eingießen des Lagers durch Kalibrieren oder spanabhebende Bearbeitung angepasst werden.
Eingegossene Lager werden imprägniert, indem man die Teile entweder in bis zu 80°C erwärmtes Öl taucht und darin erkalten lässt oder diese eine Stunde in warmes und anschließend kaltes Öl legt.
Einkleben
Eine weitere Einbaumethode ist das Einkleben. Als geeigneter Klebstoff wird Loctite oder ähnliches verwendet.
Bevor man den Klebstoff aufträgt, muss die Oberfläche des Lagers mit einem Entfettungsmittel gereinigt werden. Hierbei ist zu beachten, dass nur die Oberfläche des Lagers entfettet wird. Entfettungsapparate dürfen nicht verwendet werden.
Bei der Wahl der Wellentoleranz muss darauf geachtet werden, dass sich die Toleranz der Lagerbohrung beim Einkleben nicht verändert, im Gegensatz zur Einbaumethode durch Einpressen.


Einbau von gerollten Gleitlagern

Gerollte Gleitlager von SINTECA, wie z.B. AW-20, AW-30 oder AW-090, sind für den Einbau in Lagergehäuse mit Presspassung geeignet.
Beim Einbau von gerollten Buchsen sind saubere und glatte Oberflächen eine wichtige Voraussetzung, um Beschädigungen an der Lagerbohrung und einen vorzeitigen Verschleiß zu vermeiden.
Beim Einpassen der Buchse in ein Gehäuse verwendet man einen Einpressdorn. Die Lagerbuchse wird auf den Einpressdorn aufgezogen und mit einer Presse in die Lageraufnahme gedrückt..
Einfetten oder Einölen der Lagerbohrung erleichtert das Einpressen der Buchse.
Der Innendurchmesser des Gehäuses ist mit einer Fase zu versehen.
Durch einen O-Ring am Einpressdorn können größere Buchsen sicher gehalten werden.
Für Buchsendurchmesser über 50 mm ist ein Montagering zu empfehlen, der durch seine Vorzentrierung ein Verkanten der Buchse beim Einpressen verhindert.
Einbau von Gussbronze-Buchsen
Für manche Anwendungen, wie z.B. AW-650 Gleitlager für Spritzgussmaschinen, kann ein Schrumpfsitz verwendet werden. Das ist die beste Methode ein Lager in das Gehäuse einzusetzen, um den perfekten Sitz des Lagers zu erreichen.
Ein Schrumpfsitz wird erreicht, indem man das Lager mit gefrorenem Stickstoff (CO²) zwei Stunden lang kühlt und dann die Buchse in das Gehäuse einpasst.
Dieser Vorgang sollte ohne großen äußeren Druck erfolgen. Das Risiko, die Buchse beim Einpressen zu beschädigen wird so vermieden.